




橡胶脚垫片代加工的核心信息(参数、温度、用途、功率及工艺流程)
一、核心参数
- 原材料:天然橡胶(NR)、丁腈橡胶(NBR) 橡胶汽车脚垫片代加工_橡胶汽车脚垫片代加工_佳德、三元乙丙橡胶(EPDM)等,根据耐温、耐油需求选择(如EPDM耐候性强,NBR耐油性好)。
- 产品参数:厚度(1-20mm)、硬度(40-80 Shore A)、密度(1.1-1.5g/cm³)、拉伸强度(≥5MPa)、 elongation at break(≥200%),尺寸公差±0.2mm。
- 环保要求:符合RoHS、REACH等标准,无异味(VOCs≤50g/L)。
二、关键温度控制环节
1. 混炼环节:
- 密炼机温度:60-90℃(避免橡胶高温老化,确保助剂均匀分散)。
- 开炼机辊温:40-60℃(控制胶片厚度,防止粘辊)。
2. 硫化成型环节(核心):
- 平板硫化温度:150-180℃(根据橡胶类型调整,如EPDM需160-180℃,NR需150-160℃),温度偏差需≤±2℃,否则会导致硫化不完全(硬度不足、易变形)或过硫化(脆性增加、弹性下降)。
3. 后硫化(可选):
- 烘箱温度:80-120℃(去除残留挥发物, 橡胶汽车脚垫片代加工_橡胶汽车脚垫片代加工_佳德稳定尺寸,适用于高要求产品)。
三、主要用途
- 汽车领域:车门储物槽、座椅底部、后备箱接触部位,起防滑、减震、降噪作用。
- 其他领域:家电底座(防刮、减震)、机械设备脚垫(缓冲、防滑)等。
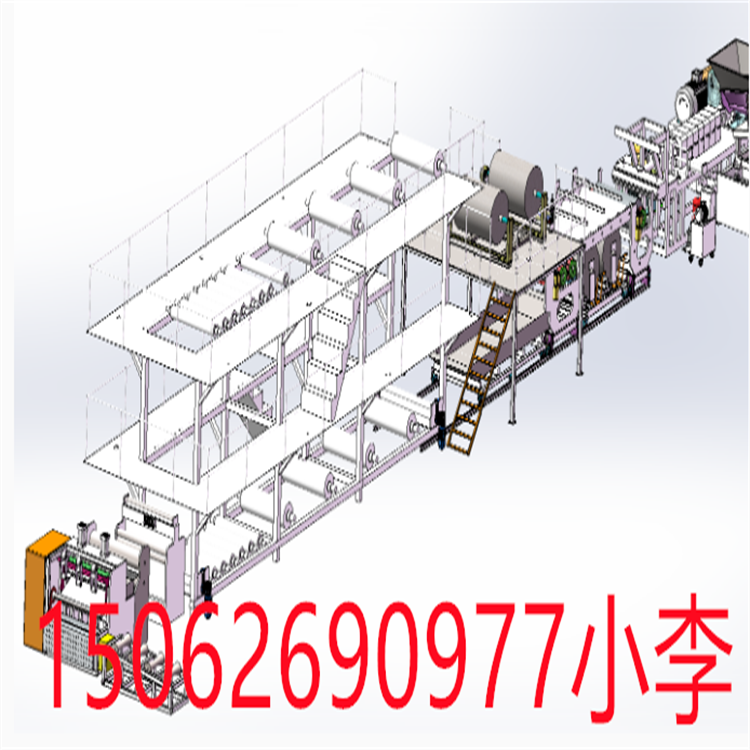
四、设备功率参考
- 密炼机:30-75kW(根据容量,50L机型约55kW)。
- 开炼机:15-30kW(Φ400mm辊筒约22kW)。
- 平板硫化机:20-50kW(500t压力机型约37kW),加热功率占比60%以上(因需维持硫化温度)。
五、工艺流程
1. 原料准备:橡胶生胶切块(提前软化), 橡胶汽车脚垫片代加工_橡胶汽车脚垫片代加工_佳德按配方称量硫化剂(如硫磺)、促进剂、填充剂(炭黑、碳酸钙)、增塑剂等。
2. 混炼:生胶与助剂投入密炼机,在60-90℃下混炼5-10分钟,排出后经开炼机压制成均匀胶片(厚度5-10mm),确保无颗粒、气泡。
3. 预成型:胶片按尺寸裁剪成坯料,重量误差控制在±3%(保证硫化后尺寸精度)。
4. 硫化成型:坯料放入模具,平板硫化机加压(10-20MPa)并升温至150-180℃,保温保压5-15分钟(根据厚度调整),使橡胶交联固化成型。
5. 后处理:
- 修边:去除毛边、飞边,确保边缘光滑。
- 打磨/冲孔:按需打磨表面(提升贴合度)或冲出安装孔(孔径3-10mm)。
6. 质检与包装:检查硬度、尺寸、外观(无 橡胶汽车脚垫片代加工_橡胶汽车脚垫片代加工_佳德气泡、裂纹),合格产品真空包装入库(避免受潮)。
整个流程中,硫化成型的温度和压力控制是保证脚垫弹性、耐磨性和尺寸稳定性的关键,直接影响产品使用寿命和适配性。
http://www.bsjdl.com/sell/show.php?itemid=35152
EVA汽车脚垫代加工_EVA汽车脚垫代加工http://www.bsjdl.com/sell/show.php?itemid=35153
